
Results 1 to 10 of 19
 2Likes
2LikesThread: Yep, you break them...
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks-
06-24-2010, 03:56 PM #1aka shooter74743




- Join Date
- Sep 2009
- Location
- SE Oklahoma/NE Texas
- Posts
- 7,285
- Blog Entries
- 4
Thanked: 1936 Yep, you break them...
Yep, you break them...
Did a lot of work on it, sent it off to one of the pro's to heat treat it and tried to "straighten" heat treated 1095. I have now learned that you can't "bend" 1095, especially if you ask the "treater" to push the Hrc to the hardest the steel can be. Now I know...grind out warpage...



 HLS likes this.Southeastern Oklahoma/Northeastern Texas helper. Please don't hesitate to contact me.
HLS likes this.Southeastern Oklahoma/Northeastern Texas helper. Please don't hesitate to contact me.
Thank you and God Bless, Scott
-
The Following User Says Thank You to ScottGoodman For This Useful Post:
Mike Blue (12-17-2010)
-
06-24-2010, 04:54 PM #2Senior Member
- Join Date
- Feb 2010
- Posts
- 154
Thanked: 39
You should know better!
That is why you see all the chiped blades out there they fracture instead of bending.
At least the blade was nice and flat.
I am not sure but it may be possible to wrap the blade with a wet rag and silver solder or braze it back together.
Good luck.
Silver2
-
The Following User Says Thank You to Silver2 For This Useful Post:
ScottGoodman (06-24-2010)
-
06-24-2010, 05:06 PM #3Customized



- Join Date
- Feb 2010
- Location
- Oslo, Norway
- Posts
- 5,079
Thanked: 1694
Ouch!
A sad sight. I'm sorry to see that.Bjoernar
Um, all of them, any of them that have been in front of me over all these years....
-
The Following User Says Thank You to Birnando For This Useful Post:
ScottGoodman (06-24-2010)
-
06-24-2010, 05:36 PM #4aka shooter74743
- Join Date
- Sep 2009
- Location
- SE Oklahoma/NE Texas
- Posts
- 7,285
- Blog Entries
- 4
Thanked: 1936
Yes, I should know that...but I'm a hardhead sometimes and have to KNOW if it can be done. Now I know... Originally Posted by Silver2
Originally Posted by Silver2

It's really probably destined for the scrap heap. I may make some sort of scraper out of it...don't know. When I broke it, I walked away & didn't come back to the shop for a week or so. That was going to be a good looker with all the file work and all...Southeastern Oklahoma/Northeastern Texas helper. Please don't hesitate to contact me.
Thank you and God Bless, Scott
-
12-17-2010, 06:56 AM #5Junior Member
- Join Date
- Dec 2010
- Location
- Issaquah, WA
- Posts
- 9
Thanked: 4
Who did you use to heat treat? I was thinking of using Peters until I can afford my own oven. In general I think the pros try and fix minor warping. Really it needs to be done while the blade is still cooling.
-
12-17-2010, 07:06 AM #6Poor Fit
- Join Date
- May 2010
- Posts
- 4,562
Thanked: 1263
Ouch..that hurts to look at. Looks like it would have been a beautiful blade.
-
The Following User Says Thank You to Catrentshaving For This Useful Post:
ScottGoodman (12-17-2010)
-
12-17-2010, 07:08 AM #7Junior Member
- Join Date
- Dec 2010
- Location
- Issaquah, WA
- Posts
- 9
Thanked: 4
Who did you use to heat treat? I was thinking of using Peters until I can afford my own oven. In general I think the pros try and fix minor warping. Really it needs to be done while the blade is still cooling.
-
12-17-2010, 12:48 PM #8aka shooter74743
- Join Date
- Sep 2009
- Location
- SE Oklahoma/NE Texas
- Posts
- 7,285
- Blog Entries
- 4
Thanked: 1936
I've used two. PM mikeblue (mike) or lrharner (butch). These are just a couple guys who do heat treats, pm them and let them know what type of steel you are working with to see if it fits in with any of the batches that they are about to work with. Both are great guys, butch uses fire and mike uses salt IIRC. Originally Posted by Driften
Southeastern Oklahoma/Northeastern Texas helper. Please don't hesitate to contact me.
Thank you and God Bless, Scott
-
12-17-2010, 01:39 PM #9Senior Member
- Join Date
- Jan 2008
- Posts
- 701
Thanked: 182
i use electric fire
 (read that as a kiln )
(read that as a kiln )
while its sad to have a blade brake on you take all the teaching you can get from it by testing all the other little stuff you can think of
-
The Following 2 Users Say Thank You to L R Harner For This Useful Post:
Mike Blue (12-17-2010), ScottGoodman (12-18-2010)
-
12-17-2010, 03:30 PM #10"My words are of iron..."

- Join Date
- Oct 2006
- Posts
- 1,898
Thanked: 995
Driften, between your words, I hear the suggestion that somehow the heat treater failed Shooter. I disagree with your assumption. Originally Posted by Driften
My process is entirely open to the daylight since I was the one who treated this blade. Shooter (he's the example, there have been several others) and I had a couple discussions before heat treating about how he could prepare the blade. I inspected the blades before I even warmed up the fire and talked to him about my concerns. Once he was informed about what I can do and the risks involved, then the blades get heated. We had a couple discussions about this blade (yes, I sent him the potato chip blade too) after heat treatment as to how he could deal with the issue of warpage and prepare the next batch a little more.
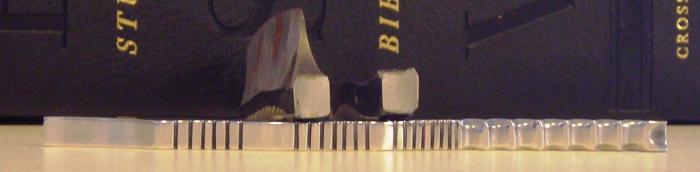
As can be seen from the photos, the blade, aka the business end, was flat = straight without cracks. The steel also has a very fine grain, but Shooter can work on his photo technique later. The warp occurred at the tang and was still within the dimension of the tang. That means he could have fixed the problem without breaking the blade.
As have been shown in lots of razor pictures, on this site and elsewhere, with funny looking tangs. The shape of the tang is irrelevant to the process of shaving and the desired quantity is a flat blade. But, despite that, how often do we see here, questions about how to hone a warped blade. Blades made by historically famous razor operations. Are you prepared to say that more famous folks quality control sucks too? Those warped blades also show a lot of hone wear because they were using blades, not just chucked into the scrap bin. Nope, folks who were end users, fixed the problems and got on with the business of shaving.
Shooter wanted to try to fix the problem in his own way. That is his right to try. The general rule is: if you're not breaking blades, you're not making blades. That does not apply only to the shop accidents. I'll break a perfectly good blade from time to time, just to check that my process is still reliable. Imagine how that feels after you've paid a commercial outfit real money......
One of the things I really want to know from the maker is any preliminary thermal cycling they may have done at home before I get the blade. That is the best place to fix any warp potential. If the maker hasn't done anything like that, or is using flat bar mill steel and an unknown heat history, I will pay very close attention to the way the blade behaves in the heat. If the steel supplier is notorious for warping bars, I will likely thermal cycle the material myself so that I am certain as to the zero point. I'm looking for any wandering in the steel that may require thermal cycling and correction.
If the blade looks good coming out of the heat, I might not do much more than quench it and then take another look before it completely cools to room temperature. You are correct in that there is a second opportunity to tweak things before room temperature is achieved. And, it's possible my eyes are getting old or simply, the blade looked good enough and I laid it in the still air box to normalize.
I trust my routine. I'm not going to second guess every step of the process when things look okay. I have a batch of twenty or thirty blades to work on and I want to get the work done.
The job of the heat treater is to get the steel hard, temper to the specified hardness desired and to deal with that portion of the process. If I can, I educate the maker as to how to get to the point where the blade is ready. If things don't work out well, I educate the maker as to how the process went and where I went wrong, if it was my fault. If things are just not dead nuts perfect, I try to suggest some things to do to carefully fix the little problems afterward. You'll get that kind of advice from heat treaters who also make blades.
It's a cooperative and educational process for both parties, at least from my perspective.
I have seen the results of some commercial heat treat outfits. I am loathe to say this, but more often than not, lots of product returns in unusual shapes and the response is generally "We did the heat treatment, it's not our job to fix your problems." Or, "Hey sometimes stuff warps." A small shop single maker wants every blade to turn out well. Guys (or gals) like that feel the pain of every blade that doesn't turn out perfectly. But, a big but, there is always a percentage of failure in spite of everyone's best efforts. Peter's website suggests that they will take better care of knifeblades than some others. But you're going to send them a razor, with much more hollow grind than they may be used to. I wonder what they will advise you then?
Go back and look at the Dovo video again. They forge thick, then heat treat, and grind thin. Grinding thin after heat treatment solves a lot of warp problems doesn't it? I took the time to look up several knifemaking heat treatment sites. Every one of them makes a point of saying leave things thick before HT and grind thin afterward. Several publish cautions about radical shapes or severe grinding. None of them offer to fix warping except Paul Bos (the undeniable uncontested world champion IMO). His shop rate is 50.00 per hour and only covers "before heat treating." Frankly his shop rate is too cheap for what is inside his head and the time he's put into his craft.
I have some reasonable pride in my work. If I seem slightly defensive, so be it, but it's because I read fear and lack of education in your words. I have a thick skin and will take any lumps for which I am responsible. The implication of your statement is to find the heat treater and then somehow cast aspersions on his ability so that everyone avoids them in the future. You hold out another operation, in contrast, whose talents and skills you have not personally tested yet, nor have you personally become involved in heat treating a blade. I have no doubt that Butch or Tim or Charlie or any of the other guys who would heat treat a razor would do a good job for you. I suspect their requirements of a potential customer are fairly similar to mine. That's because none of us want your blade to fail. None of us like it when things don't work according to plan. This is supposed to be predictable and sometimes it just isn't.
Lastly, this has been an education for Shooter and I give him a lot of credit for posting this thread to show what can happen. Talking about nothing but successes is merely feeding the ego. Talking about his mistakes, well, that's simply guts. His tuition was not much in terms of dollars, but he has paid with a piece of his heart...Str8Shooter likes this.Nothing discloses real character like the use of power. Most people can bear adversity. But if you wish to know what a man really is, give him power. R.G.Ingersoll
-
The Following 13 Users Say Thank You to Mike Blue For This Useful Post:
Bruce (12-17-2010), Bruno (12-17-2010), Deckard (12-19-2010), Geezer (12-17-2010), Lynn (12-17-2010), lz6 (12-17-2010), Maxi (12-20-2010), Maximilian (12-17-2010), MickR (12-17-2010), randydance062449 (12-19-2010), richmondesi (12-17-2010), ScottGoodman (12-18-2010), str8fencer (12-17-2010)







 Reply With Quote
Reply With Quote