
Results 1 to 10 of 45
 50Likes
50Likes LinkBack URL
LinkBack URL About LinkBacks
About LinkBacksHybrid View
-
06-21-2014, 06:01 AM #1Senior Member




- Join Date
- Nov 2012
- Location
- Across the street from Mickey Mouse in Calif.
- Posts
- 5,320
Thanked: 1184
I think I have read this article before a year or so ago. Then I went out a bought a lot of acrylic sheets :<0) My Ducks will live on past me and I believe Bresnick and Perlson are smiling down on me. After all, it's the metal that counts and if they had the choice of material I do I am sure they would have used it.
Thanks for posting it. It brought about more to read.
And Neil. I think the brass was put in a mold and the material poured in. Although not impossible, setting brass in an injection mold would have been some task. I may be way off base in this assumption knowing only about modern types of liquid injection molding.entropy1049 likes this.Good judgment comes from experience, and experience....well that comes from poor judgment.
-
06-21-2014, 11:21 AM #2Senior Member
- Join Date
- Apr 2008
- Location
- Essex, UK
- Posts
- 3,816
Thanked: 3164
I used to think it was a pour-in or injection mould process, but there seems no way that the logos or the bolsters would have remained in position. Some logos are actually soldered to a pin that is they bent at right angles and fills the core of the scale, which mitigates against it being pressed in after the scale is pressed, but some are just metal foils that the cellulose seems to have flowed around. You find the same thing in the newer Solingen inlaid scales, and these are a hard plastic, not cellulose, so the technology is still being used and one would only have to delve in today's processes for an answer rather than in the murky depths of the past. Originally Posted by 10Pups
Originally Posted by 10Pups

You never see any injection moulding ejector marks, either.
This makes Mike's suggestion that the stuff is pressed and then re-pressed again with the metalwork while it is still in an unset state. Maybe it was still tacky enough to hold the bolsters in place along with the metal foil before it was set back into the mould and pressed again.
The only thing I can find wrong with this is the shrinkage factor. I have seen the stuff made, and it shrinks enormously. The bolsters appear to be pre-drilled or pressed holes, made before attaching to the scales. If so they are gambling with the two scale halves shrinking at exactly the same rate and keeping more or less the same shape, otherwise the holes would not line up.
Sometimes the outer surface of the scale appears to have a finer, more polished appearance than the rest, which is only a few thou thick. This happens with other stuff that has been moulded too, a kind of laitance that migrates as a filmy, grain-free shiny matter to the junction of mould and material. You see it in cast concrete lintels and the like. This in itself shows that the metalwork has been in place during one pressing or another.
I used to think that perhaps they made a stick-like scale with the mouldings attached, then put this in the centre of the mould and flowed the cellulose around it, but you would expect to see evidence of this in a cross section, and all the broken celluloid scales along with ones I have broken intentionally did not support this theory either
Maybe the mould itself had 'stubs' that the pre-drilled holes in the metal bolsters fitted onto and which held them in place, but then we have to explain how the metal foil logo was kept in place. Maybe a thin solvent-rich coat of cellulose was dabbed onto the parts, like a thin glue, and this became absorbed into the celluloid once it was pressed.
Celluloid was a wonder material, used for all sorts of things, for instance buttons. Made to resemble ivory it gives us one of the earlier celluloid trade names of 'ivoroid' and like glass, metal inlays and fancy pieces were pushed into it while in a softened state. The surface would have to be refinished, of course.
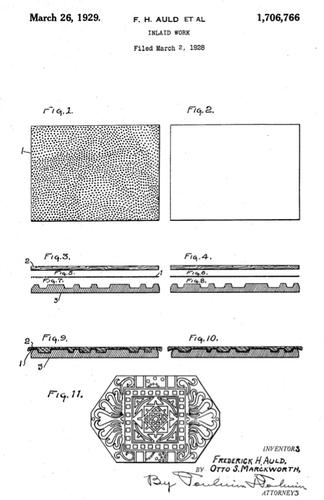
Some attempts were made at partially dissolving the celluloid, but this trapped gases, solvents, etc and the liquified celluloid would not flow int the corners of the inlays because of this and trapped air. One company (see attachment - above: this shows a moulded fancy surface with an inly between two sheets of celluloid, but tthe top shhet could be just patterned or coloured celluloid) solved the problem by using two pieces of celluloid with the metal between them - the back layer of celluloid was perforated with minute holes, small enough to let solvents evaporate and trapped air to escape. However, the back would remain perforated, so it would have to be sealed in some manner. Indeed, some scales made of celluloid do seem to have a different layer at the back. I am looking at some cracked-ice Dubl Duk scales at the moment, and these have a back layer, thick enough to notice, which is homogeneous and appears quite different to the cracked-ice layer.
The answer is out there - somewhere!
Regards,
NeilLast edited by Neil Miller; 06-21-2014 at 01:14 PM.
entropy1049 likes this.
-
06-21-2014, 01:02 PM #3Senior Member

- Join Date
- Feb 2008
- Posts
- 32,564
Thanked: 11042
Perhaps sending an inquiry to Thomas @ Revisor ? Or maybe if anyone in the business has access, Heirbert Wacker ? Assuming someone working for Thomas, who was in the business way back when, or Herr Wacker , may recall the process used.
 entropy1049 likes this.Be careful how you treat people on your way up, you may meet them again on your way back down.
entropy1049 likes this.Be careful how you treat people on your way up, you may meet them again on your way back down.
-
06-21-2014, 01:08 PM #4Senior Member
- Join Date
- Apr 2008
- Location
- Essex, UK
- Posts
- 3,816
Thanked: 3164
Wacker might be an idea... I did ask Thomas in a roundabout way about the scales a while ago, but I think he buys them in from another supplier, much as they did back in the day, and I didn't really get the answer I was looking for, let alone the name of the supplier! Originally Posted by JimmyHAD
There must be a few people who just specialise in this sort of work these days, and I guess they supply a number of different makers, as not much other than the forging, grinding and setting-in of the blade seems to be done by the modern suppliers who spring to mind, and their scales all look remarkably the same.
I would suspect in days gone past it was the same - it certainly was in the 1800s when you find people listed as scale makers, horn pressers, and the like. I doubt anyone in the actual razor factories has much of an idea about how the scales or paper boxes are made, as these would be done by others for their own gain in their own factories. Only a few concerns (again, going back to the late 1800s early 1900s) did everything in house.
The same sort of quality you find in vintage scales is not present,however, particularly in those metal bolsters. Vintage ones look the job whilst new ones have a certain air of 'cheapness' about them...
Regards,
NeilLast edited by Neil Miller; 06-21-2014 at 01:12 PM.
entropy1049 likes this.
-
06-21-2014, 02:08 PM #5Senior Member


- Join Date
- Dec 2013
- Location
- Riverview, FL
- Posts
- 787
Thanked: 202
This has to be correct. The material would have to be hard set prior to drilling holes I would certainly think. The odds of the holes lining up for perfect alignment after any shrinkage are astronomical. We all know how much a tenth of a millimeter can affect our alignment, and we're talking about a piece ~130mm in length, after shrinkage. Would be interesting to know just how much volume is lost during this drying process... Originally Posted by Neil Miller
EDIT: Ah! I understand, what I had typed just now was simply an overly complicated version of what you state above. Brilliance! Originally Posted by Neil Miller
Last edited by entropy1049; 06-21-2014 at 02:13 PM.
Neil Miller likes this.!! Enjoy the exquisite taste sharpening sharpening taste exquisite smooth. Please taste the taste enough to ride cutlery.
Mike
-
06-21-2014, 02:56 PM #6Senior Member
- Join Date
- Apr 2008
- Location
- Essex, UK
- Posts
- 3,816
Thanked: 3164
That's a hard one, Mike! Originally Posted by entropy1049
It seems that shrinkage is proportional to the amount of alkali present in the mix, which also introduces the other forms of Cellulose, namely the early (and dangerously explosive) cellulose nitrate which releases nitric gas during breakdown, to its safer alternatives of Cellulose biacetate, cellulose acetate and cellulose triacetate which release acetic acid and give a vinegar smell during breakdown, to a hybrid cellulose actetate nitrate. All of these would have had varying degrees of alkali within them and therefore different shrinkage rates. Shrinkage (and swelling) occur during a transitional phase, and even heat and micro-environmental differences will affect it.
Because a lot of these cellulosic plastics were used in the motion picture industry and the explosive nitrate mixtures and the corrosive acetic acid (vinegar syndrome) acetates had to be overcome, the Eastman-Kodak company ploughed a lot of research, money and man-hours into this. They came up with a water retention rate of 2 to 3 per cent for freshly made cellulosic plastics, which had to be reduced to 0.03% or under for maximum efficiency.
Part of E-As research involved chopping up preformed cellulose films or sheets (they sheet extruded cellulose up to 6inches thick) and putting this through a small bore injector with a heated barrel, heating up the pellets and effectively melting them together before they went into a screw-operated processor. Drying times in dry air (all moisture removed) and slight heating (high heat was never used in case the material deformed) was given as anything between 2 and 8 hours. However, they were making a base for film stock, which is transparent and very thin, so these drying times and possibly the processing methods themselves are not applicable to razor scales.
Which is one of the things that irritate me. people must have been trained in this and it was still in use in the 1950s and later, so we ought to know how it was done - but we do not. We know the general principles of its formation and use, but these are too broad for something as specific as razor scales. With that in mind, there were plenty of thermo-setting plastics, including the original plastic - horn, so there must have been 10s of thousands of dies, presses and moulds - where are they all now? A handful have turned up, notably in France and Solingen, but the American and British cutlery industry was enormous so one would expect at least a few presses, dies, etc to have survived, along with training manuals and old-timers first-hand experiences of using them. The devil is in the detail, and in this case both the devil and the detail are well hidden.
Regards,
NeilLast edited by Neil Miller; 06-21-2014 at 03:15 PM.
lz6 and entropy1049 like this.
-
The Following User Says Thank You to Neil Miller For This Useful Post:
entropy1049 (06-21-2014)







 Reply With Quote
Reply With Quote