
Results 11 to 18 of 18
 8Likes
8LikesThread: My first 3 Razors WIP
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks-
06-03-2014, 06:22 PM #11Junior Member

- Join Date
- Apr 2013
- Location
- Stockholm, Swedcen
- Posts
- 15
Thanked: 0 This is my first time using such a file, and I assume that I will use the file to remove most of the scale and then resort to small files with sandpaper wrapped around them or something like that, in order to polish between the checkering.
This is my first time using such a file, and I assume that I will use the file to remove most of the scale and then resort to small files with sandpaper wrapped around them or something like that, in order to polish between the checkering. Originally Posted by RezDog
Originally Posted by RezDog

If anyone else uses a checkering file like I did, please let me know how you clean and polish after heat treatment
-
06-04-2014, 02:49 AM #12Bladesmith by Knight

- Join Date
- Jun 2007
- Location
- Murrumba Downs, Queensland, Australia.
- Posts
- 571
Thanked: 203
yep - you are on the right track. i use the file again as it is removing scale, not hardened steel. Then some wet dry paper, sometimes wrapped around a triangular file to get in the grooves. Then a sisal wheel on the buffer with cutting compound, followed by soft wheel with polish. Then get an old toothbrush and some rubbing alcohol and scrub out the jimps to get all the compound out. i do this after the cutting compound, then again after the polish. i do this [I]before[I] i start the final hollow grind and thin the blade down. Much safer.
Also - this is only on the jimping. The sides of the tang {on folding razors} i do not want to risk rounding, so it on the sides is all done by hand with wet dry paper on a flat rubbing stick.
When all is nearly finished, i clean again with alcohol and work a couple of coats of ren wax into the jimping, pivot hole and all around the tang to give some protection from rust.
Looking good with your work there.
Regards.
AdamRespectfully,
Adam.
-
The Following User Says Thank You to Adam G. For This Useful Post:
Sompla (06-13-2014)
-
06-12-2014, 02:09 PM #13Senior Member
- Join Date
- Sep 2013
- Location
- NW Indiana
- Posts
- 1,060
Thanked: 246
Be very careful if you're using a file against/near steel hardened to 60+Rc. You will roll the file teeth in an instant otherwise. That is approaching the hardness of the file if not equal. I've seen many a file ruined that way during my machining career.
-
The Following User Says Thank You to eKretz For This Useful Post:
Sompla (06-13-2014)
-
06-12-2014, 05:44 PM #14aka shooter74743



- Join Date
- Sep 2009
- Location
- SE Oklahoma/NE Texas
- Posts
- 7,285
- Blog Entries
- 4
Thanked: 1936
Sisal wheel & buffers do fine for me
Southeastern Oklahoma/Northeastern Texas helper. Please don't hesitate to contact me.
Thank you and God Bless, Scott
-
The Following User Says Thank You to ScottGoodman For This Useful Post:
Sompla (06-13-2014)
-
06-12-2014, 10:52 PM #15
Ditto. I've ruined more than one file on 'too hard' steel.
My good files only touch annealed steel anymore. that way they'll be happier Til shade is gone, til water is gone, Into the shadow with teeth bared, screaming defiance with the last breath.
Til shade is gone, til water is gone, Into the shadow with teeth bared, screaming defiance with the last breath.
To spit in Sightblinders eye on the Last Day
-
The Following User Says Thank You to Bruno For This Useful Post:
Sompla (06-13-2014)
-
06-16-2014, 04:42 PM #16Junior Member
- Join Date
- Apr 2013
- Location
- Stockholm, Swedcen
- Posts
- 15
Thanked: 0
I've done some post HT grind, and up to this point I have been grinding with 60 grit belts, now I will be doing the last grinding with 120 grit, then establishing the bevel and tune the final grinds as I move up through the grits.
(In the first picture only two of the razors had been ground, as you can see) The edges are about 0.30 mm thick.


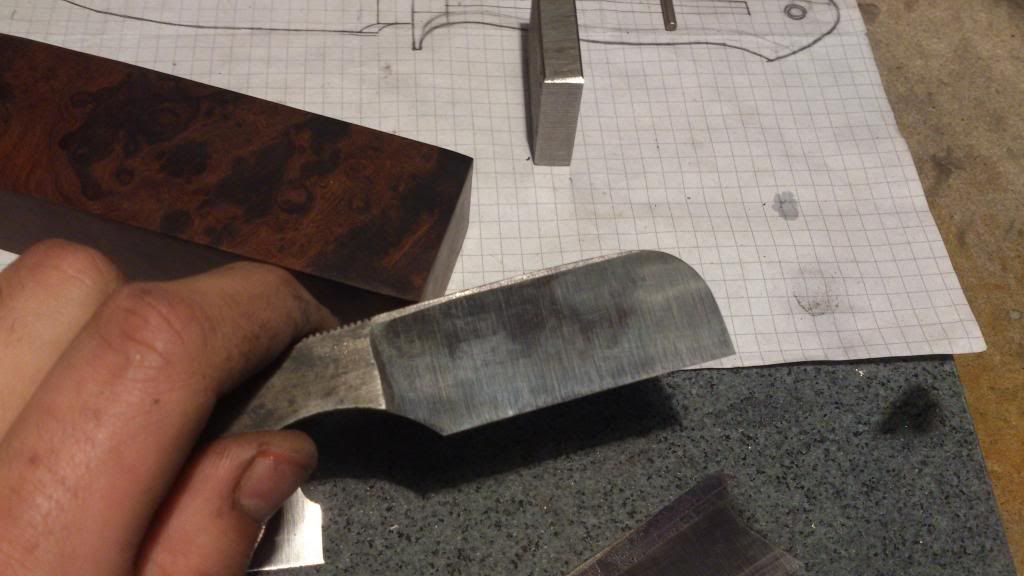
Thank you for all your help so far! I am having alot of fun with these!
Kind regards
Max
-
06-16-2014, 05:23 PM #17Senior Member




- Join Date
- May 2012
- Location
- The Lone Star State
- Posts
- 1,710
Thanked: 382
Great thread, thank you for keeping us posted.
The Q&A and comments have also been very helpful in understanding the process.
Looking forward to seeing the finished product.Support Movember!
Movember https://mobro.co/markcastellana?mc=1
SRP Team USA https://moteam.co/srp-usa?mc=1
-
06-16-2014, 05:25 PM #18Senior Member



- Join Date
- Nov 2012
- Location
- Across the street from Mickey Mouse in Calif.
- Posts
- 5,320
Thanked: 1184
Having fun and doing a great job :<0) I am watching your progress because I too am having some fun on my own. Thanks for sharing.
Good judgment comes from experience, and experience....well that comes from poor judgment.







 Reply With Quote
Reply With Quote



