
Results 71 to 80 of 90
 59Likes
59LikesThread: Hoping to build a grinder.
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks-
02-05-2016, 07:07 PM #71"My words are of iron..."


- Join Date
- Oct 2006
- Posts
- 1,898
Thanked: 995 Die Springs | MSCDirect.com
Die Springs | MSCDirect.com Originally Posted by drmccubx
Originally Posted by drmccubx

These are what I replace stock springs with on my Baders.
-
02-06-2016, 12:11 PM #72Senior Member
- Join Date
- Dec 2013
- Posts
- 152
Thanked: 5




ok, so here is a sample of progress on my grinder , years after starting. one pic of tooling arm, one of tracking assembly, one of work rest , one of flat platen . All are "in progress" . Tooling arm has to be welded to uprights , platen needs more holes drilled and platen welded on, tracking assembly needs to be welded to tension support . Today i go and get Bolts to hold on the wheels and other parts .
-
The Following User Says Thank You to drmccubx For This Useful Post:
MikeB52 (02-06-2016)
-
02-06-2016, 08:26 PM #73Str8Faced Gent.





- Join Date
- Aug 2013
- Location
- Orangeville, Ontario
- Posts
- 8,456
- Blog Entries
- 1
Thanked: 4207
I'd get some shoes too, while I was out. Originally Posted by drmccubx

Metal slivers suck..
Nice work so far, getting some ideas for an upgrade watching this thread unfold.
 dinnermint and Chevhead like this."Depression is just anger,, without the enthusiasm."
dinnermint and Chevhead like this."Depression is just anger,, without the enthusiasm."
Steven Wright
https://mobro.co/michaelbolton65?mc=5
-
02-06-2016, 10:48 PM #74Senior Member
- Join Date
- Dec 2013
- Posts
- 152
Thanked: 5
yeah, running up and down stairs to work a little here and there makes putting shoes on troublesome . But , alas , i should wear shoes.
So, i got some bolts , lock washers , lock nuts . Work rest looks great . Now waiting on steel from local welder for the uprights. Though i do have some 3/8th's inch thick steel i could use . I asked the welder for 3/4 inch thick . Would it make a difference ? Whats everyones take . 3/8ths or 3/4 for uprights to hold tooling arm ? Very few steps to go . Oh , another question . Do people use threaded rod for the wheel axles ? or get long bolts and washers ? Hopefully next week it gets welded up
-
02-07-2016, 01:13 AM #75Senior Member
- Join Date
- Dec 2013
- Posts
- 152
Thanked: 5
 so here is the tool rest done. You get the idea
so here is the tool rest done. You get the idea
-
02-07-2016, 01:15 AM #76Senior Member
- Join Date
- Dec 2013
- Posts
- 152
Thanked: 5
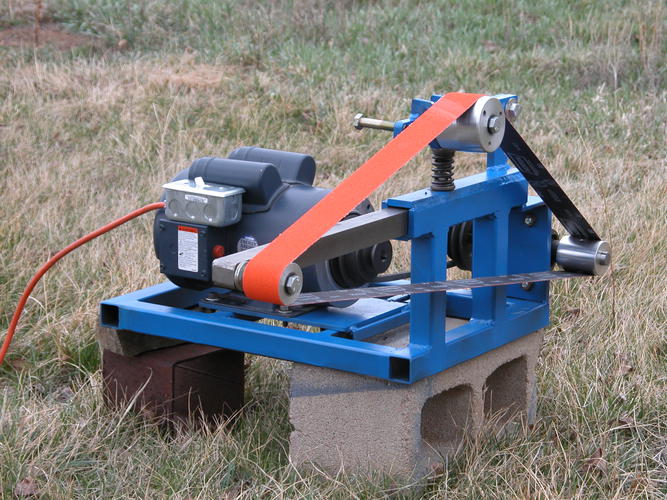
 here is the vfd and motor. It's getting there
here is the vfd and motor. It's getting there
-
02-07-2016, 01:16 AM #77Senior Member
- Join Date
- Dec 2013
- Posts
- 152
Thanked: 5
 slots made for adjusting platen.
slots made for adjusting platen.
-
02-08-2016, 08:17 PM #78Senior Member
- Join Date
- Dec 2013
- Posts
- 152
Thanked: 5
So I guess my question about a spring is what length to get ? Thanks mike for the suggestion. I just don't know if the one you suggest will do . its 3 inch length is short , no ? for a KMG clone that is . I just don't want to guy and have to return . I was told it should compress 1 inch per 30lbs ?
-
02-09-2016, 02:05 AM #79Senior Member


- Join Date
- Jun 2013
- Location
- Gladstone QLD AUSTRALIA
- Posts
- 3,245
Thanked: 804
looking good & progressing well mate
also good to see someone who wears the same shed safety shoes as me LOLSaved,
to shave another day.
-
02-09-2016, 03:45 PM #80Senior Member

- Join Date
- Jul 2014
- Location
- Denver CO
- Posts
- 4,632
Thanked: 811
I use a valve spring along with the spring seats on a KMG clone. The spring is much stiffer than 30lbs per inch. I don't think that the rate is very important, though it seems to me that a stiffer spring makes the design easier because the length does not change very much over a range of tensions. I would guess that I use the grinder with about 30-50lbs of tension in the spring. Originally Posted by drmccubx







 Reply With Quote
Reply With Quote